常见问题
数控车床加工都有哪些注意事项
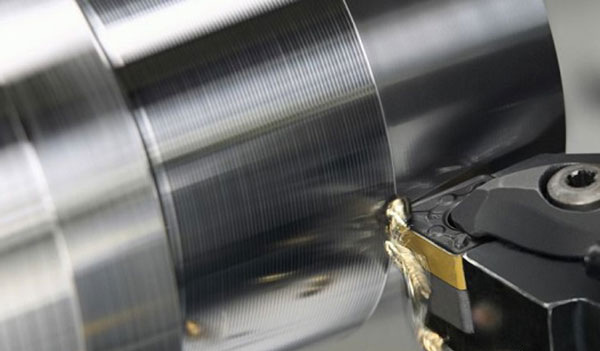
车削是指车床加工是机械加工的一部份。车床加工主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。
车削加工通用工艺守则(JB/T9168.2-1998)
一、车刀的装夹
1、车刀刀杆伸出刀架不宜太长,一般长度不应超出刀杆高度的1.5倍(车孔、槽等除外)
2、车刀刀杆中心线应与走刀方向垂直或平行。
3、刀尖高度的调整:
(1) 车端面、车圆锥面、车螺纹、车成形面及切断实心工件时,刀尖一般应与工件轴线等高。
(2) 粗车外圆、精车孔、刀尖一般应比工件轴线稍高。
(3) 车细长轴、粗车孔、切断空心工件时,刀尖一般应比工件轴线稍低。
4、螺纹车刀刀尖角的平分线应与工件轴线垂直。
5、装夹车刀时,刀杆下面的垫片要少而平,压紧车刀的螺钉要旋紧。
二、工件的装夹
1、用三爪自定心卡盘装夹工件进行粗车或精车时,若工件直径小于30㎜,其悬伸长度应不大于直径的5倍,若工件直径大于30㎜,其悬伸长度应不大于直径的3倍。
2、用四爪单动卡盘、花盘,角铁(弯板)等装夹不规则偏重工件时,必须加配重。
3、在顶尖间加工轴类工件时,车削前要调整尾座顶尖轴线与车床主轴轴线重合。
4、在两顶尖间加工细长轴时,应使用跟刀架或中心架。在加工过程中要注意调整顶尖的顶紧力,死顶尖和中心架应注意润滑。
5、使用尾座时,套筒尽量伸出短些,以减少振动。
6、在立车上装夹支承面小、高度高的工件时,应使用加高的卡爪,并在适当的部位加拉杆或压板压紧工件。
7、车削轮类、套类铸锻件时,应按不加工的表面找正,以保证加工后工件壁厚均匀。
三、车削加工
1、车削台阶轴时,为了保证车削时的刚性,一般应先车直径较大的部分,后车直径较小的部分。
2、在轴得工件上切槽时,应在精车之前进行,以防止工件变形。
3、精车带螺纹的轴时,一般应在螺纹加工之后再精车无螺纹部分。
4、钻孔前,应将工件端面车平。必要时应先打中心孔。
5、钻深孔时,一般先钻导向孔。
6、车削(Φ10—Φ20)㎜的孔时,刀杆的直径应为被加工孔径0.6—0.7倍;加工直径大于Φ20㎜的孔时,一般应采用装夹刀头的刀杆。
7、车削多头螺纹或多头蜗杆时,调整好交换齿轮后要进行试切。
8、使用自动车床时,要按机床调整卡片进行刀具与工件相对位置的调整,调好后要进行试车削,首件合格后方可加工;加工过程中随时注意刀具的磨损及工件尺寸与表面粗糙度。
9、在立式车床上车削时,当刀架调整好后,不得随意移动横梁。
10、当工件的有关表面有位置公差要求时,尽量在一次装夹中完成车削。
11、车削圆柱齿轮齿坯时,孔与基准端面必须在一次装夹中加工。必要时应在该端面的齿轮分度圆附近车出标记线。
钛浩机械奉行以质量赢得用户,以服务占领市场,诚信为本,始终坚持以客户为中心,为用户提供符合国家标准、德国标准、美国标准、日本标准等不同标准的各类机床加工附件,以满足客户的不同需求。公司已通过ISO9001:2000国际质量管理体系认证。济宁钛浩机械有限公司的诚信、实力和产品质量已广泛获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈!
以上便是数控车床加工都有哪些注意事项的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:数控车床加工都有哪些注意事项 地址:[ https://www.zhoushicnc.com/xinwenzixun/changjianwenti/3675.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020