行业资讯
美国哈斯数控车床的精度修复
作为一名资深老机加工,我自认为自己所用的工具设备就像你身边的一个老伙计一样,它的结构,性能,状态等等状况,相处久了,你会逐步对他越来越熟悉,越来越了解,他的任何一点异样都会引起你不自觉的关注。下面我就针对本次设备康复做点小笔记。

修复对象:美国哈斯SL-10数控车床
病 因:运作过程中出现刀塔卡刀不归位状况
初 诊:刀塔推进推出气缸破裂
初步维修:告知本地哈斯专卖店维修,结果国内没有相应配件,要从美国订购。我的个娘呀,没办法,只好硬生生的等了一个多月配件回来。来修吧,本地专卖店自己修不了要请上海总部的外援来处理(这个不是只简单的换一个气缸就可以,因为之前调校机床刀塔X向,Z向,还有镗刀座中心回转精度都相差0.3,0.2,0.5mm开外。所以更重要的维修是调校机床精度保证为出厂精度。这把本地专卖店售服人员难住了。)大概一周以后,上海总部维修工程师到了,大概用了一天时间气缸换了,刀塔动作也可以了,但动作声音“咔咔”的不对。并调校刀塔各项精度都很差,与维修前差不多,精度没有任何改善。这种情况下是无法干活的。最后,上海维修工程师还是不了了之走了,只告诉你,刀塔能动作了,精度没有时间给你们再搞了,你们可以先凑合的用。我的个天哪!没精度我如何凑合,我只能先晕一会了!没辙,这一晒就又一个月过去了(中间还过了个春节)。
深入诊断:2018年一上班就又想着如何维修该设备了,继续再找本地专卖店吧,结果关门了!没人管了!只好直接找上海总部了,三天后给报过来了维修价格,1.25万元,先付款,再维修,还得等。我的个娘呀!自我觉得不公平,先不说维修费,我都不清楚你能修成啥样子就先付款,有点吃霸王餐的味道。再有,就上次维修的水平和态度,让我真不敢恭维他们的技术和实力啊!我通过各方渠道在本地找了一位维修工程师——耿工,来了解了一下设备情况,开价不到哈斯上海总部的一半,验收合格后再付钱。看人家这气魄和自信(当然我也对耿工做过深入的了解,确实是一位资深维修工程师,机械,液压,电器都很在行。攀谈过程中我的分析和他对问题的理解不谋而合。)在此次维修中,和耿工商量把X轴丝杆也换掉了,该丝杆已运行10多年,精度也有所下降,趁这次动手术的机会一并做了。(丝杆是我去年就提前预备好的,哈斯维修人员认为没必要更换!这个工程也比较麻烦。但我认为既然开颅了,就把所有的隐患都尽量解决掉,不留后遗症,各位老铁们认为了?)手术方案初定,第一天,拆除护罩,卸下X轴电机,联轴器,轴承,丝杆等零部件,具体细节就不多讲了,反正操作还是比较费劲的。第二天,安装丝杆,还算顺利,比头一天进度要快些。可是装好后有一个麻烦问题存在,那就是哈斯按该设备代码提供的丝杆螺距不对,以前是10mm螺距,新丝杆是6mm螺距(这个购买时哈斯没有给用户讲清楚)。经咨询哈斯资深工程师都不确定能用,还好耿工技高一筹,我们之前预先做了功课,修改电机参数来改变螺距行程,达到与机床匹配的状态。结果嘛!毫无悬念,是可以的。同时,在这天哈斯VF-3加工中心刀塔刀套不能返回动作,之前我们自己已判断是刀套归位电磁阀故障造成的,我在网上购买了电磁阀上好后忍不能动作,(不能在哈斯买,没货,要从美国发货,我还不知等多久了,所以从网上买了,560元两天到货)这下又把我卡主了,难道之前判断有误!接下来交给耿工吧,没一会左测右量的,修好了!原来是新的继电器线圈有问题,旧的继电器是阀有问题。得嘞,把旧的继电器上的线圈拆下来换到新继电器的阀体上,重新安装,搞定!要不说高手就是高手,行家一出手就知有没有。这中间的小插曲充分证明了耿工的机电一体化水平。如果要哈斯厂家维修又不知停工多少天了!那是一台主力设备,伤不起呀!

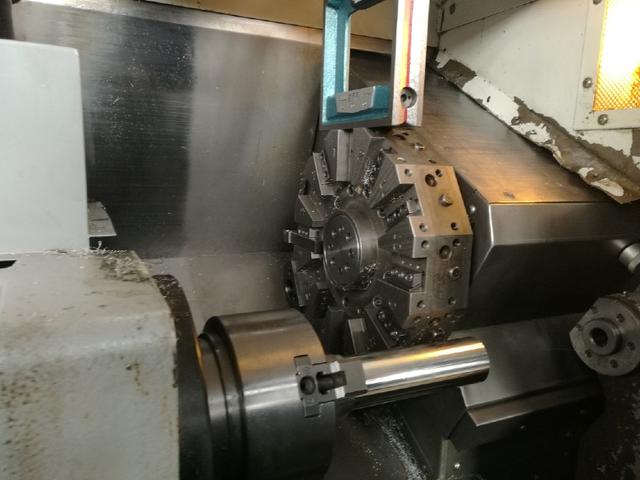
第三天,开始调整刀塔精度,结果发现刀塔每个工位的精度都不一样,没有规律,无法调整。这天耿工干到晚上10点半也没有了头绪。第四天,耿工没有过来,让我继续查查原因,甚至一度怀疑鼠牙盘坏了,导致定位精度出现了问题。可以我的经验和我现场观察的情况看,不是这个问题。鼠牙盘锥面上的锈蚀磨损是正常现象,这个不会影响定位问题。就此我和耿工来回在电话里很热烈的讨论起来,电话拿起放下数次,足足有探讨了2小时。最后分析是不是有可能刀塔在气缸回拉的过程中没有拉紧造成定位不准呢!顺藤摸瓜,果然气缸与凸轮之间的连杆锁紧螺母是松动的,连杆之间的距离似乎有些长,调整连杆距离使之缩短,锁紧螺母,并将气缸底部的锁紧螺丝不要与气缸底部靠的过近。我和车间老张两人一起把硕大的刀盘拆装数次,折腾一天,安装好后启动刀塔再打精度,各刀位精度一致,几乎恢复原样。并且没有了之前“咔咔”的声响。这时我才恍然大悟,原来声响出自气缸底部的锁紧螺母再回拉的过程中与气缸底部碰撞,同时安装连杆过长导致刀塔拉不紧造成各刀位定位误差不一。上海工程师再更换气缸以后就没有调整好连杆的长度,使刀塔在回拉的过程中锁不紧,造成了精度误差过大,同时有异声相伴。这个从侧面反映出了这几年总部维修人员的水平有待提高啊!同时说明该设备也有一定的设计缺陷,就是刀塔在没有完全锁紧(似锁非锁)的状态下没有报警或互锁机构控制,其还能继续作业,存在一定的安全隐患。
第五天,顺利调整刀塔各项精度,步骤就不详细说了,总之,是个细活。第六天,调整主轴精度(因为车180mm长外圆后有锥度),具体操作就不详细介绍了,总之是比较麻烦的,需要两人或以上相互配合。

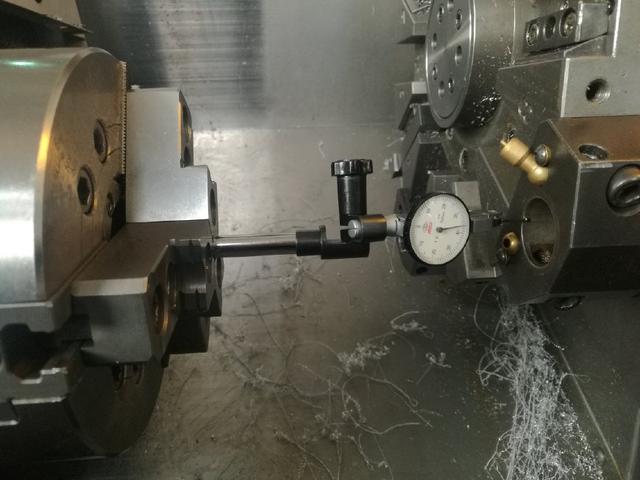
第七天,调整刀塔镗刀座中心回转精度,这需要和调整主轴配合进行,过程需要准确的判断,还有细腻耐心的思想,这一步是机床精度调整最不好把控的一项内容,调整的快慢和好坏很考验一个维修人员的经验和水平。不能不说其中蕴含着一定的运气在里面,几乎没有人能够一次性调好,都需反复N次才有可能达到一定理想值。第八天,调整尾座精度并试车。
此次维修手术主刀:耿工,副手:老张、班组长和我。经过这次大手术机床恢复原来出厂精度,X向0.01mm,Z向0.01mm,镗刀座中心回转精度0.03mm,Z向100mm长直线度0.01mm,完全康复。又可以继续征战沙场了!
感谢所有维修人员这些天的共同努力与付出,大家辛苦了,又一次完美的配合!谢谢!看到他又能生龙活虎的旋转起来,感觉就像又拯救了一条生命一样,心情一下放松了好多。对设备维修和给人看病一样,准确的判断,细心的诊疗,一丝不苟的态度,再加自身丰富的经验和扎实的理论水平是成就你成为这方面专家的基本素质。
文章由:数控车床https://www.zhoushicnc.com/东莞市周氏数控设备有限公司整理提供,此文观点不代表本站观点以上便是美国哈斯数控车床的精度修复的介绍希望可以帮助到大家,更多的数控知识,请关注我们。
本文标题:美国哈斯数控车床的精度修复 地址:[ https://www.zhoushicnc.com/xinwenzixun/xingyezixun/484.html ]
新闻资讯
- 数控车床加工双头螺栓10/15
- 数控车床哪个品牌好?性价比高03/24
- 适合数控机床加工的零件有哪些?02/05
- 车铣复合机床大概多少钱一台?01/09
联系我们
手机:13649862382
电话:13649862382
邮箱:226284020@qq.com
地址:东莞市大岭山镇颜屋村颜莲路86号鑫峰科技园C栋一楼
微信咨询:

 226284020
226284020